在这篇文章中,我将为您详细介绍铸造过程及其方法。首先,您将了解定义、方法和详细工作。
之后,我们将讨论铸造工艺的优点、缺点和应用。
让我们开始吧,
铸造工艺的定义是什么?
铸造工艺是将金属等熔融材料倒入所需形状的铸造型腔或模具中,使其在模具内硬化或凝固,凝固后通过喷射或破模将铸件取出的制造过程。

这是制造过程中最古老和广泛使用的方法之一,用于制造许多类型的设备、工具和材料,用其他方法制造这些设备、工具和材料是相当困难或昂贵的。
你知道吗?在历史上,许多武器和国防装备都是用铸造工艺制造的。而且,印度被称为第一个使用这种方法批量生产硬币的文明。
主要部位像床的车床机,铣床床架和IC发动机设备都是用这种方法制作的。
铸造工艺详细工作原理:
在这一部分中,我们将学习铸造的详细工作过程和基本术语。
铸造工艺基本术语:
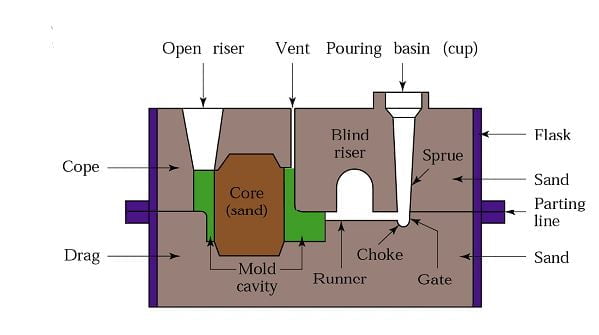
- 瓶:模子:形成模子的金属或木框架
- 应对:烧瓶的上半部分叫做烧瓶。
- 阻力:烧瓶的下半部分称为阻力。
- 核心:核心是用来创建一个内部空心腔在最终产品。
- 气孔:这些是在模具中产生的地方,当熔化的金属与沙子接触时产生的气体。
- 模腔:这是模具中形成金属部件的空心空间。
- 立管:它是熔化金属的储层,在任何减少的情况下提供额外的金属。
- 运动员:它是熔化的金属在到达模具型腔之前可以被调节的通道。
- 倒杯:它是将熔化的金属倒入金属中的杯子或盆。
- 模式:这是需要形成的形状的复制品。
- 浇道:它是熔化的金属向下流动的腔体。
- 分型线:这是分隔cope和drag的线。
铸造工艺步骤:
有铸造过程涉及五个步骤:
- 模式形成
- 核心形成
- 机械模具
- 浇注工艺而且
- 凝固过程
模式的形成:
这个过程的第一步是选择我们要铸造的形状。然后,我们必须使该设备的虚拟材料,我们已经选择铸造。假材料也称为图案。假人材料可以是蜡、木头、金属、塑料等。
核心形成:
在制作图案之后,然后是核心制作。当铸件需要一些内部特征,如孔时,就会制成芯。核心是由更高纯度的沙子制成的。现在,在制作核心之后是模具制作。
机械模具:
为了制作模具,我们拿一个木盒,然后把图案放在木盒里。在那之后,我们将把拖曳物放在木箱上面,用沙子填充拖曳物。我们要把沙子填紧。
注:铸造过程中使用的砂有两种,即青砂和干砂。绿砂是硅砂,粘土,其他添加剂和水分的混合物。而干粘土是砂和快固化胶粘剂的混合物。
在沙子凝固后,我们将保留阻力作为向上指向的图案。现在我们将删除图案。当我们去掉模子时,我们可以看到模腔已经形成。现在我们可以创建一个流道和一个闸门,以调节熔融金属流向腔体。
现在,我们将把应付以上的阻力和连接它紧紧与定位销的帮助。在井口,我们将做浇口和冒口。
现在最重要的一步是倒。
浇注过程:
这种方法的第一步是选择用于铸造目的的金属类型。然后将所选金属熔化,去除所有杂质和气体。熔化时对金属进行处理,如脱气、熔剂等。
然后将熔融金属过滤,这一步可以直接在模具中或在浇注模具之前进行。这样做是为了去除杂质、糟粕、痕迹等。
然后将这种熔化的金属倒入模具中,这样,由于砂型与熔化的金属接触而产生的气体的释放是最少的。以及在模具中存在的气体有足够的时间从通风口退出。
注:为了避免任何气体缺陷,所有气体必须逸出。为了避免侵蚀和与大气气体的相互作用,气体必须以最小的湍流逸出。
凝固过程:
这一过程取决于浇注系统和浇注熔融金属后的温度梯度。人们总是努力提高提升器或利用低温来获得合适的温度梯度。
铸件的设计应使其定向凝固(从一端到另一端)以避免缺陷。冷却和填充有助于定向凝固。
熔化的金属凝固后,通过打破模具或使用工具从铸造模具中喷射出来。
铸件射出后清洗,通过切割、喷砂、翻滚等方式去除所有不良零件。
现在我们得到了最终成品。
所以,这就是铸造希望的详细过程所以你从这些过程或步骤中收获了很多。
铸造工艺分类:
铸造工艺分为三种工艺:
- 不重复使用的模具
- 永久的模具而且
- 复合模铸造
铸件:
这种类型的铸造工艺模具是由沙子制成的,不能重复使用。这种方法用于以较低的成本生产昂贵的部件或设备。这些也被称为临时模具。由于这是一个临时模具,所以表面光洁度和精度不是很干净。
永久模铸造:
在这种类型中,模具是由金属制成的,它可以重复使用。该工艺用于产品的批量生产。在此过程中,所生产的产品具有光滑和准确的光洁度。生产的产品强度更大。模具的成本会更高。
复合模铸造:
这种铸造是永久型和可膨胀型铸造的结合,其中模具的一部分是由临时的沙子组成的,而另一部分是由永久金属组成的。
现在来看不同的类型,
铸造工艺的具体类型:
在这里我将解释所有铸造工艺的类型:
- 壳铸件
- 熔模铸造
- 完全成型
- 二氧化碳成型
- 砂铸造
- 真离心铸造
- 重力压铸
- 压力压铸
- 热室压铸
- 冷室压铸和
- 空心铸造
壳体铸造工艺:
外壳成型是用细粒二氧化硅、热固性树脂和酒精等材料制成的外壳状模具的铸造过程。在这种方法中,图案被加热到250摄氏度。
该模具强度高,重量轻。该模具适用于自动铸造。这种方法既可用于黑色金属,也可用于有色金属。

壳体铸造的优点:
- 这个过程可以由半熟练的工人来完成。
- 产品表面光滑。
- 获得了更高的维数精度。
- 容易实现自动化
缺点:
- 壳体铸件渗透性较好,因此气体缺陷的几率增加。
- 不适合小批量生产。
熔模铸造工艺:
这是一种铸造过程,在这种铸造过程中,铸件是围绕由蜡或类似材料制成的图案形成的。在这种铸造中,使用的图案是由蜡组成的,并通过将其浸入由硅粉、硅酸乙酯和水制成的浆液中,在图案周围形成铸件。

这种在图案周围形成铸件的方法称为粉刷。铸件成型后,将其熔化,这一过程称为脱蜡。这就形成了空心腔,熔化的金属被倒入腔内生产产品。
优点:
- 良好的表面光洁度
- 可以形成复杂复杂的材料。
- 获得了更高的维数精度。
- 材料损耗低。
缺点:
- 成本太高。
- 有芯的零件很难铸造。
全成型工艺:
这种方法也被称为无腔成型或蒸发图案技术。在这个过程中,所用的图案由塑料、Pvc、聚苯乙烯、泡沫等组成。
当热的液态金属被倒入模具时,模具内的图案开始蒸发并转化为气体形成空心腔。
然后将熔化的金属倒入腔体中形成产品。一般用于制造电机外壳。
全模成型优点:
- 可铸造轻质零件
- 复杂和复杂的材料可以形成没有芯或铸造。
- 获得了更高的维数精度。
- 平滑度高。
全模成型的缺点:
- 如果制作图案的模具很大,成本就高。
- 如果要生产的成品成本增加很大。
二氧化碳成型:
该方法用于提高大尺寸模具的强度和硬度。在这种技术中,通过让二氧化碳气体通过模具来增加铸件的强度。

在准备模具时,我们加入一种特殊类型的添加剂,称为硅酸钠。这是添加约2%-6%。当二氧化碳气体通过模具时这种添加剂与二氧化碳反应形成硅胶。
并且这种硅胶具有更好的粘结性能,进一步提高了模具的强度和硬度。因此,CO2模压用于生产需要良好强度的较大形状的铸件。
CO2成型的优点:
- 原材料成本更低。
- 可由半熟练工人完成。
- 易于机械化。
- 更快的生产速度。
CO2成型的缺点:
- 不适用于有色金属材料。
- 小故障可导致气体缺陷和表面光洁度差。
砂型铸造工艺:
砂型铸造是一种应用广泛的铸造方法。这种方法被称为砂型铸造。在这种技术中,图案被放置在拖拽中,并用沙子填充。

除沙子外,某些粘结剂也像粘土一样混合。60%以上的金属铸造是用砂型铸造法完成的。
优点:
- 材料的选择更广泛,因为任何一种金属合金都可以铸造。
- 该工艺所需的工具和设备成本肯定比其他金属铸造工艺低。
- 由于它有一个短的交货时间,所以,它是完美的短期生产。
- 它可以用来创建复杂的形状。
缺点:
- 由于强度低,不能生产大型铸件。
- 表面光洁度差。
- 增加工作,因为需要后期制作整理。
- 工具和设备出现缺陷的几率低。
离心铸造工艺:
离心或旋转铸造是利用离心力原理生产空心圆柱形零件或产品。在铸造过程中,当熔化的金属涌进一个圆柱形模具时,它会围绕中心轴高速旋转。
圆柱形模具的旋转产生离心力,将熔化的金属推向模具的圆周。从而形成空心圆柱形零件及产品。
优点:
- 将生成高密度对象。
- 不可能有气体缺陷。
- 由于旋转速度快,得到的物体具有细小的晶粒结构。
- 不需要立管和浇注系统
缺点:
- 需要熟练工人。
- 这个昂贵的过程。
- 只有一些形状可以通过这个过程形成
- 产品内表面直径不准确。
重力压铸工艺:
重力压铸是用钢包将熔化的金属倒入模具的一种永久铸造。当用熔化的金属填充模具时,除了重力,没有其他力起作用。具有高流动性的材料是采用重力压铸制成的。
优点:
- 所生产的材料表面光洁度高。
- 产品生产精度高。
- 机械和物理性能高于其他类型的铸件。
- 零件可以由内镶件和芯件制成。
缺点:
- 某些合金的生产速度较低。
- 所需的工具和设备费用较高。
压铸工艺:
压力压铸是一种将熔融金属在高压下注入模具的永久铸造方式。在这个过程中,使用柱塞对熔化的金属施加技术力。压铸一般有两种类型——
热室压铸:
此方法仅适用于锌等熔点较低的合金。在这个过程中,炉是连接在鹅颈上的。
冷室压铸:
热室和冷室的区别在于冷室鹅颈没有连接到炉上。然后用长柄勺把熔化的金属从鹅颈上的洞里倒出来。一般来说,钢铸件以及铜和铝是通过冷室完成的。
冷室优点:
- 生产高精度的大批量设备。
- 产品生产精度高。
- 熔化的金属在几秒钟甚至几毫秒内凝固。
- 适合长期大批量生产。
冷室的缺点:
- 使用复杂的设备。
- 所需的工具和设备费用较高。
- 短期内不适合单个产品。
泥浆铸造工艺:
泥浆铸造是一种用于生产薄壁空心物体的永久铸造。这种技术通常用于生产装饰物品、部件和装饰品。
在这种方法中,熔融金属不允许完全凝固。当达到所需的厚度时,剩余的熔融金属被倒出。
优点:
- 可以生产各种各样的饰品和装饰产品。
- 通过浇注过量的熔融金属,可以很容易地达到理想的厚度。
- 表面光洁度好。
- 更快的冷却速度。
缺点:
- 需要体力劳动。
- 材料的厚度可以变化。
- 耗时。
铸造工艺的优点:
以下铸造工艺的优点是:
- 可以形成复杂复杂的形状。
- 我们可以铸造任何类型的材料。
- 铸造过程中使用的工具和设备价格低廉。
- 可以制作任何形状和尺寸的铸件。
- 任何尺寸的铸件都可以达到200吨
- 这是生产具有不同机械性能的形状和大小的最便宜的方法。
铸造工艺的缺点:
以下铸造工艺的缺点是:
- 高缺陷的可能性。
- 铸件的尺寸精度不太好。
- 一般来说,砂型铸造这种流行的铸造技术是劳动密集型的。
- 在某些情况下,克服缺陷是不可能的。
铸造工艺应用:
铸造工艺用于制造不同的产品,如圆柱形中空圆柱,汽车用活塞,滑轮,发动机歧管,阀门,螺母,国防设备等。
铸造工艺用于航空航天、国防、汽车、铁路、建筑、农业、采矿、化工等多个行业。它也被用于制造家居装饰和装饰品。
内部资源:
结论:
铸造是一种重要的制造方法,可以帮助制造业生产各种不同的产品。有不同的铸造方法,如砂型铸造,压铸,全成型,熔模铸造等。
希望,所以这篇文章帮助您更清楚地了解铸造过程及其优点和缺点。一定要对你所有关于这个话题的问题发表评论。

![离心铸造:定义,零件,工作过程,类型,应用,优点,[注释& PDF]](http://www.beilicar.com/wp-content/uploads/2021/06/Feature-Image-of-Centrifugal-Casting-300x166.jpg "Centrifugal Casting: Definition, Parts, Working Process, Types, Application, Advantages, [Notes & PDF]")
![抛光和抛光过程:定义,优点,缺点,应用,详细解释的差异[注释和PDF]](http://www.beilicar.com/wp-content/uploads/2021/05/Feature-Images-of-Buffing-and-Polishing-Process-300x186.jpg "Buffing and Polishing Process: Definition, Advantages, Disadvantages, Application, Differences Explained in detail [Notes & PDF]")
![热加工:定义,方法,工作过程,优点,缺点,应用[注释& PDF]](http://www.beilicar.com/wp-content/uploads/2021/03/FEATURE-IMAGE-OF-HOT-WORKING-PROCESS-300x169.jpg "Hot Working: Definition, Methods, Working Process, Advantages, Disadvantages, Application [Notes & PDF]")
![数控机床:定义,结构或部件,详细类型,工作原理,优点,缺点,应用[Notes & PDF]](http://www.beilicar.com/wp-content/uploads/2021/03/Feature-Image-of-NC-Machine-300x195.jpg "NC Machine: Definition, Construction or Parts, Types in detail, Working Principle, Advantages, Disadvantages, Application [Notes & PDF]")
![冷加工:定义,工作过程,缺点,应用[注释& PDF]](http://www.beilicar.com/wp-content/uploads/2021/03/FEATURE-IMAGE-OF-COLD-WORKING-PROCESS-300x169.jpg "Cold Working: Definition, Working Process, Disadvantages, Application [Notes & PDF]")
![注射成型:定义,结构,工作过程,优点,应用[注释& PDF]](http://www.beilicar.com/wp-content/uploads/2020/06/Feature-Image-of-injection-moulding-300x136.png "Injection Molding: Definition, Construction, Working Process, Advantages, Application [Notes & PDF]")